航母的建造是一项庞大的系统工程。千头万绪,不一而足。在航母上船台之前,研制机构和船厂要做的工作包括:设计准备、计划准备、技术准备、工艺准备、人员材料和设备准备、工厂场地和设施准备等。
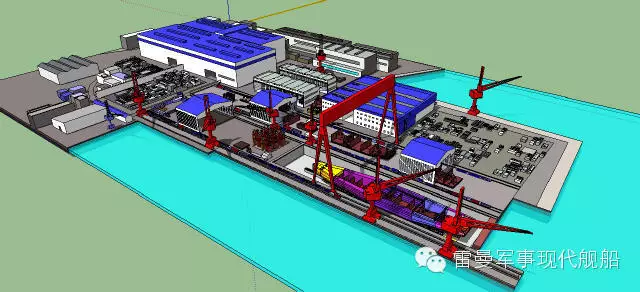
图1:航母在船坞中施工示意图

图2:航母建造流程图
钢材备料是一个造船业的专有名词,指的是将造船所用的钢材送入预处理线(矫平、喷砂除锈、底漆)。钢材预处理流水线详解:首先是下料车间,。钢板到厂后,首先要进行校平,成为平整的钢板才能使用。接着去除锈。一般要求除锈等级要达到Sa2.5级,即钢板表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(不包括疵点),但疵点限定为不超过每平方米表面的5%。在钢材除锈并清洁后,进入喷涂室喷涂车间底漆。
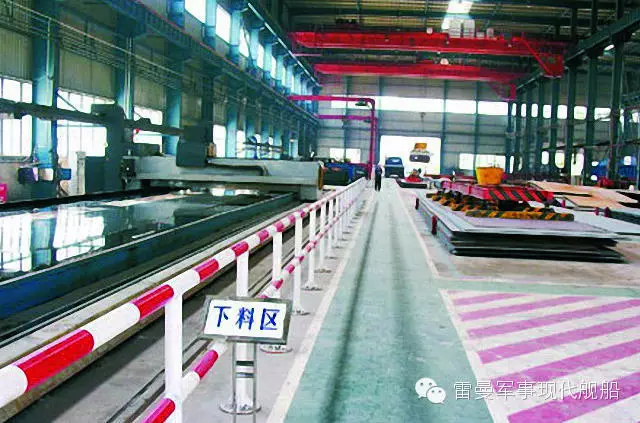

图3、图4:船厂的下料车间、钢板校平机,到厂的钢板首先在这里校平(图中拍摄的是大型民船所用材料)样经过预处理的航母钢板才能送入加工车间进行切割。

图5:计算机软件控制的数控切割机切割出的零件
航母用的钢板经过预处理和号料之后,就可以开始用来制造航母构件了。航母船体构件的加工可分为船体构件的边缘加工和成型加工两个部分。


图6、图7:干式/半干式抽风除尘等离子切割机和水下等离子切割机
首先讲边缘加工,共分为两个大步骤,第一是按照号料后(套料的船体钢材)在钢材上划出的船体零件实际形状,利用剪床或氧乙炔气割、等离子切割进行剪割分离。第二是切割完的部分零件的边缘还需要用气割机或刨边机进行焊缝坡口的加工。航母舰体构件的成型加工主要是对舰体的弯曲构件在边缘加工之后进行弯曲成型。可分为板材成型加工和型材成型加工。

图8:船厂的激光切割机

图9:中厚板等离子开坡口机器人切割系统


图10、图11:造船厂的成型加工车间 ; 可以看见各种成型加工所需要的设备


图12、图13:造船厂的大型柱式油压机和悬臂式油压机


图14、图15:用空冷法水火弯板法处理大面积的弯板
在完成以上这些步骤之后,我们的工人才算有了“基本零件”,可以开始航母的部件拼装了。航母的船体部件拼装,指的是两个或者两个以上的零件拼装成组件(小组立),两个或者两个以上的组件拼装成部件(中组立)的生产过程。常见的部件拼装包括甲板和舱壁板组件的拼接、T型材装配、肋骨框架的拼装等等。
部件装配焊接:又称小合拢。将加工后的钢板或型钢组合成板列、T 型材、肋骨框架或船首尾柱等部件的过程,均在车间内装焊平台上进行。
装配就是将加工合格的船体零件组合部件、分段、总段,直至船体的工艺过程。航母的船体装配分为船体结构预装焊和和船台装焊,其中船体结构预装焊又分为部件装焊、分段装焊和总组装装焊三道工序。
由于航母的坞期较长,所以在航母入坞前,分段一定要有足够多的数量,这样才能减少在坞时间。分段是否能按时生产对整个施工计划的安排有决定性的作用。所以航母坞期期间其余民船应该是停止了分段建造或在其他地方建造。从建造工程启动开始计算,9个月后,建造区室外的场地内应该全部都是航母的分段了。

图16:伊丽莎白号的船尾(04号底座)重11300吨,搬运工作耗时3小时,动用了450个遥控搬运器

图17:美国的“福特”级航空母舰就是使用塔式建造法。塔式建造法。建造时以中部偏后的某一底部分段为基准分段(对于中机型船舶,也可取机舱分段),由此向前后左右,自下而上依次吊装分段。在建造过程中所形成的的安装区始终保持下宽上窄的宝塔形状,故称塔式建造法。塔式建造法安装方法简便,有利于扩大施工面和缩短船台周期。